1. Введение: Почему правильная разводка зубьев – ключ к идеальному резу
1.1. Определение и назначение разводки
Разводка зубьев ленточной пилы – это отгибание их кончиков в стороны от плоскости полотна для создания пропила шире толщины пилы. Это предотвращает заклинивание, снижает трение, улучшает отвод стружки и доступ СОЖ, а также может удалять заусенцы после заточки. Разводка влияет на силы резания, нагрев, износ и качество поверхности. Уменьшение контакта снижает трение и нагрев, продлевая срок службы пилы и предотвращая прижоги. Эффективный отвод стружки важен для чистоты реза и предотвращения поломки пилы.
1.2. Значение правильной разводки для качества реза, производительности и долговечности пилы
Недостаточная разводка вызывает нагрев, прижоги, потерю натяжения и заклинивание. Избыточная – ухудшает качество реза (шероховатость, "волна" ), повышает вибрацию, шум и потери материала. Оптимальная разводка дает чистый, ровный рез, высокую производительность и долгий срок службы пилы. Пропил должен быть на 30-60% шире полотна, но не более удвоенной его толщины. Равномерность критична: отклонение в 0,1 мм ведет к уводу пилы и "волне". Недостаточная разводка вызывает перегрев и потерю натяжения, что ухудшает рез и повышает риск поломки. Правильная разводка экономит материал, снижает брак и продлевает ресурс инструмента. Оптимизированная геометрия может увеличить выход продукции на 20%.
2. Основные типы разводки зубьев ленточных пил: Характеристики и применение
2.1. Стандартная разводка (Левый-Правый-Прямой / Raker set / SD)
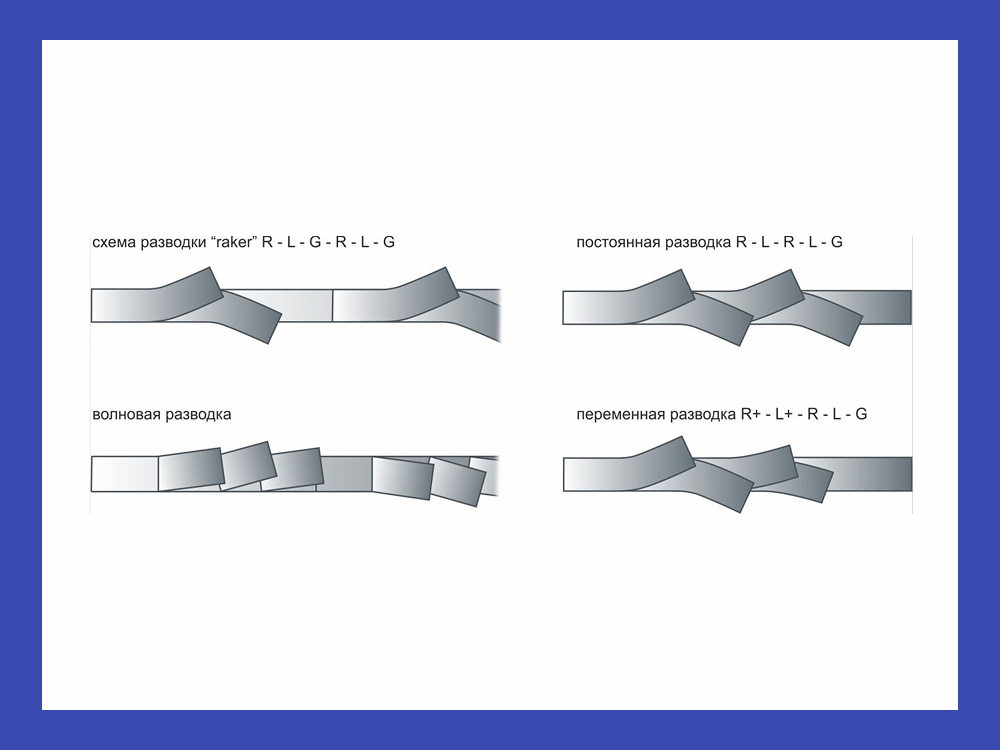
Описание: Зубья по схеме: влево, вправо, прямой (неразведенный). Прямой зуб удаляет стружку из центра и стабилизирует полотно.
Применение: Универсальна для сталей, чугуна, цветных металлов, древесины, пластиков; эффективна для сплошных заготовок >5 мм и контурных пропилов. Особенности: При переменном шаге один зуб в интервале прямой, остальные – влево/вправо. Обеспечивает баланс скорости и качества. Прямой зуб калибрует пропил и улучшает формирование стружки.
Применение: Универсальна для сталей, чугуна, цветных металлов, древесины, пластиков; эффективна для сплошных заготовок >5 мм и контурных пропилов. Особенности: При переменном шаге один зуб в интервале прямой, остальные – влево/вправо. Обеспечивает баланс скорости и качества. Прямой зуб калибрует пропил и улучшает формирование стружки.
2.2. Волновая разводка (Wavy set / WS)
Описание: Группы зубьев плавно отклоняются влево и вправо, образуя волнистый профиль. Угол отклонения может быть индивидуальным.
Применение: Для тонкостенных материалов (<5 мм): листовой металл, трубы, профили; листовые древесные материалы (фанера); мягкие экзотические материалы. Преимущества: Снижает пиковую нагрузку на зубья, важна для тонких сечений. Позволяет обрабатывать разные формы/толщины без частой смены пилы. Может не требовать сложной заточки для мягких материалов.
Недостатки: Большее трение при распиловке древесины по сравнению с чередующейся. Часто мелкий зуб, неоптимальный для некоторых видов деревообработки.
Применение: Для тонкостенных материалов (<5 мм): листовой металл, трубы, профили; листовые древесные материалы (фанера); мягкие экзотические материалы. Преимущества: Снижает пиковую нагрузку на зубья, важна для тонких сечений. Позволяет обрабатывать разные формы/толщины без частой смены пилы. Может не требовать сложной заточки для мягких материалов.
Недостатки: Большее трение при распиловке древесины по сравнению с чередующейся. Часто мелкий зуб, неоптимальный для некоторых видов деревообработки.
2.3. Чередующаяся/Попеременная разводка (Alternate set / Лево-Право / RL / E.T.S.)
Описание: Зубья поочередно отгибаются влево и вправо. Вариант E.T.S. (Every Tooth Set) – все зубья разведены, без прямого.
Применение: Высокая производительность для легко обрабатываемых материалов (цветные металлы, пластики, древесина). Часто для сырой древесины, бруса. Скорость высокая, чистота поверхности может быть неидеальной. E.T.S. – для отливок из цветных металлов. "Классическая" в деревообработке.
Особенности: Может требовать меньшего натяжения и мощности станка. E.T.S. – агрессивный съем, повышенные требования к прочности зуба и станка.
Применение: Высокая производительность для легко обрабатываемых материалов (цветные металлы, пластики, древесина). Часто для сырой древесины, бруса. Скорость высокая, чистота поверхности может быть неидеальной. E.T.S. – для отливок из цветных металлов. "Классическая" в деревообработке.
Особенности: Может требовать меньшего натяжения и мощности станка. E.T.S. – агрессивный съем, повышенные требования к прочности зуба и станка.
2.4. Групповая/Комбинированная/Переменная разводка (Group set / GS / Combo / Variable set)
Описание: Комбинация групп зубьев с наклоном влево, вправо, и, возможно, прямых зачистных зубьев. Пример: Л-П-Л-П + прямой. Часто на пилах с переменным шагом. Применение: Для материалов с переменным сечением (профили, трубы, балки) и для пил с шагом 4-18 TPI для лучшей чистоты поверхности.
Преимущества: Снижение шума и вибрации по сравнению со стандартной. Шире рабочий диапазон, увеличенный срок службы.
Преимущества: Снижение шума и вибрации по сравнению со стандартной. Шире рабочий диапазон, увеличенный срок службы.
2.5. Плющеная/Неразведенная разводка (Swaged / Straight set)
Описание: Кончики зубьев не отгибаются, а расплющиваются (расширяются) специальным инструментом , что упрочняет их (твердость +7-8 HRC). Затем зубья выравниваются. "Spring-setted" – традиционное отгибание. "Прямая/неразведенная" может означать пилы без уширения.
Применение: Лесопильные рамы, ленточные пилорамы, распиловка бревен для гладкой поверхности и минимизации опилок. Для свободного резания и высокоточных пропилов.
Преимущества: Выше твердость вершины зуба , глаже поверхность, меньше опилок. Иногда меньше затрат на обслуживание. Плющеный зуб режет обеими боковыми кромками.
Недостатки: Требуется специальное дорогое оборудование. Могут уступать по производительности пилам со стеллитом, требуют частой переплющивки.
Применение: Лесопильные рамы, ленточные пилорамы, распиловка бревен для гладкой поверхности и минимизации опилок. Для свободного резания и высокоточных пропилов.
Преимущества: Выше твердость вершины зуба , глаже поверхность, меньше опилок. Иногда меньше затрат на обслуживание. Плющеный зуб режет обеими боковыми кромками.
Недостатки: Требуется специальное дорогое оборудование. Могут уступать по производительности пилам со стеллитом, требуют частой переплющивки.
2.6. Другие типы (кратко)
- Ступенчатая (SFN): Различная ширина разводки зубьев/групп. Зубья включаются в работу поочередно, повышая стойкость и производительность. Для труднообрабатываемых сталей и сплавов, разделяет припуск, снижает силу резания.
- Право-Лево (RL): Обычно синоним чередующейся (п. 2.3). Высокая производительность для легко обрабатываемых материалов.
3. Выбор оптимальной разводки: Факторы, влияющие на решение
3.1. Тип и свойства распиливаемого материала (древесина, металлы, пластик)
- Древесина: Мягкие породы требуют большего развода, чем твердые и мерзлая. Влажность и смолистость увеличивают требуемый развод. Ориентировочный развод: мягкие 0.54–0.66 мм/сторону , твердые/мерзлые 0.40–0.48 мм/сторону. Типы: классическая (Л-П), стандартная (Л-П-Прямой), волновая (для листовых).
- Металлы: Конструкционные стали, чугун, твердые цветные металлы (>5 мм) – стандартная (SD). Тонкостенный прокат (<5 мм) – волновая (WS). Переменное сечение, снижение шума/вибрации – переменная/групповая. Труднообрабатываемые стали, сплавы – ступенчатая (SFN). Мягкие металлы (алюминий) – чередующаяся (Л-П) с крючковидными зубьями.
- Пластик: Чередующаяся (Л-П). Часто полотна из углеродистой стали.
3.2. Толщина и форма заготовки
- Толстые заготовки (>5 мм): Стандартная (SD). Крупные сплошные металлические – пилы с крупным, часто переменным шагом.
- Тонкие заготовки (<5 мм): Волновая (WS) для листового металла, труб, профилей.
- Материалы с переменным сечением: Переменная или групповая для профильного проката. Форма заготовки (сплошная, полая, профильная) влияет на выбор; волновая и переменная/групповая лучше для прерывистых нагрузок.
3.3. Тип выполняемого реза (прямолинейный, контурный, пакетная резка)
- Контурная резка: Стандартная (Л-П-Прямой), особенно на вертикальных станках.
- Пакетная резка: Пилы с шагом ~6/10 TPI , часто переменная/групповая разводка.
- Прямолинейные резы: Различные типы в зависимости от материала/толщины. Для прямолинейности – широкие полотна.
3.4. Требования к качеству поверхности и производительности
- Высокое качество поверхности: Групповая (GS) или плющеная (swaged). Избегать избыточного развода.
- Высокая производительность: Чередующаяся (Л-П) для легкообрабатываемых материалов. Ступенчатая (SFN) для твердых.
- Баланс: Стандартная (Л-П-Прямой). Величина развода влияет на качество (мягкие породы 0,58-0,66 мм, средние 0,48-0,58 мм, твердые/мерзлые 0,40-0,48 мм/сторону).
3.5. Таблица: Рекомендации по выбору типа разводки
4. Процесс разводки зубьев: Инструменты и Технология
4.1. Подготовка пилы: очистка и заточка (предшествующие разводке)
Разводку зубьев производят только после заточки. Заточка изменяет геометрию зуба, и предварительная разводка будет нарушена. Перед обслуживанием пилу очищают от опилок и смолы (промывка на станке или щеткой). Чистота пилы важна для точности разводки и предотвращения износа оборудования.
4.2. Инструменты для разводки: ручные клещи, ручные станки, полуавтоматические и автоматические станки
Выбор инструмента зависит от объема работ, точности и бюджета.
- Ручные клещи: Простейший инструмент, требует навыка; есть модели с регулировками.
- Ручные станки: Точнее клещей, могут иметь 1-2 толкателя, индикаторы.
- Полуавтоматические/автоматические станки: Высокая производительность и точность для промышленности; оснащены счетчиками, автоподачей, системами калибровки. Важны правильная настройка и чистота станка.
4.3. Основные этапы и правила выполнения разводки (точка перегиба, величина отгиба)
Правила разводки:
- Точка перегиба: Отгибать верхнюю треть высоты зуба от вершины. Линия сгиба – в нижней точке межзубовой впадины.
- Величина отгиба: Зависит от материала (мягкая древесина 0,40-0,70 мм, твердая/мерзлая 0,30-0,55 мм).
- Равномерность: Одинаковый развод для соответствующих зубьев, погрешность не более 0,05-0,1 мм.
- "Эффект памяти" металла: Может потребоваться повторное воздействие для фиксации развода.
- Соблюдение схемы: Строго следовать выбранной схеме (Л-П-Прямой и т.д.).
4.4. Предотвращение распространенных ошибок и излома зубьев
Ошибки и излом зубьев:
- Избегать чрезмерного развода и усилия у основания зуба.
- Надежно фиксировать полотно в устройстве.
- При ручной разводке избегать резких усилий.
- Контролировать состояние разводного инструмента.
- Не допускать грязи в механизмы станка.
- Соблюдать технику безопасности. Излом часто связан с концентрацией напряжений (микротрещины, неправильная точка/сила изгиба).
5. Контроль качества разводки: Методы проверки и критерии оценки
5.1. Важность регулярного и точного контроля
Контролировать разводку постоянно, не только после операции , например, каждые 4-6 м распила древесины. В работе развод меняется из-за износа, ударов, деформации. Неравномерность в 0,1 мм ведет к уводу пилы или "волне". Точный развод устраняет до 90% проблем "волнистого" реза.
5.2. Визуальный осмотр и простые методы проверки
Визуальный осмотр выявляет грубые дефекты (отсутствие развода, изломы, чрезмерный отгиб) и общую прямолинейность. Простые методы (линейка) неточны для критичных отклонений в 0,1 мм. Это лишь предварительный контроль.
5.3. Применение измерительных инструментов (индикаторы часового типа, разводкомеры): обнуление, измерение, интерпретация показаний
Для точного измерения используют индикаторы часового типа или разводкомеры.
- Обнуление: Инструмент устанавливают на неразведенную часть полотна, щуп касается плоскости, стрелка на ноль.
- Измерение: Щуп касается вершины разведенного зуба, показание – величина развода.
- Интерпретация: Значения сравнивают с рекомендуемыми, оценивают равномерность. Важны диапазон и цена деления инструмента (например, 0,05 мм). Периодически проверять калибровку разводного устройства эталонами.
5.4. Контроль равномерности разводки и допустимые отклонения
Обеспечить одинаковый развод для зубьев, отогнутых в одну сторону. Допустимая разница 0,05-0,1 мм. (Иногда до 0,076 мм ). Устройства типа "Tooth Control" позволяют выравнивать зубья на станке. Контролировать величину и точку изгиба. Неравномерность ведет к перегрузке одних зубьев, недогрузке других, нестабильному резу и сокращению срока службы пилы. Контроль по всей длине пилы.
6. Часто встречающиеся проблемы и их решения, связанные с разводкой
6.1. Увод пилы в сторону (кривой рез)
- Причина: Неравномерная разводка. Увод в сторону меньшего развода. Также непараллельность полотна подаче, неисправность направляющих.
- Решение: Проверить и скорректировать разводку (равномерность до 0,05-0,1 мм). Отрегулировать станок.
6.2. Образование "волны" на пропиле
- Причина: Неравномерная разводка (разница 0,1 мм). Недостаточная общая величина развода (перегрев, потеря натяжения). Плохая заточка, тупая пила. Неправильные направляющие ролики. Высокая скорость подачи.
- Решение: Проверить/выровнять разводку. Обеспечить достаточную, но не чрезмерную величину. Затачивать пилу. Отрегулировать ролики, оптимизировать подачу.
6.3. Заклинивание пилы, перегрев полотна
- Причина: Недостаточная величина разводки. Малый зазор для хода пилы и отвода стружки.
- Решение: Увеличить развод. Пропил на 30-60% шире полотна.
6.4. Низкое качество реза, шероховатая поверхность
- Причина: Избыточная или неравномерная разводка. Тупые/поврежденные зубья. Неправильный тип разводки.
- Решение: Уменьшить/выровнять развод. Заточить пилу. Подобрать правильный тип разводки. Проблемы часто комплексные, но разводка – частая причина.
7. Заключение: Поддержание идеальной разводки для эффективной и долговечной работы пилы
7.1. Резюме ключевых аспектов
- Идеальный рез требует внимания к разводке зубьев. Правильный выбор типа, точная величина и равномерность разводки – ключевые факторы качества, производительности и срока службы пилы. Оптимальная схема и величина зависят от материала, его размеров, формы и типа реза
7.2. Рекомендации по регулярному обслуживанию и поддержанию оптимальных параметров разводки
Поддержание разводки – непрерывный цикл: работа, контроль, коррекция.
- Регулярно контролируйте разводку, особенно при смене материала или ухудшении реза.
- Своевременно затачивайте и корректируйте разводку (последовательность важна).
- Содержите оборудование в чистоте и исправности, калибруйте.
- Обучайтесь и повышайте квалификацию.
- Помните, заточка уменьшает высоту зуба и может менять развод, если не контролировать. Правильное обслуживание окупается качеством, производительностью и сроком службы инструмента, экономя средства в долгосрочной перспективе
